What’s Important in Selecting an Inspection Machine?
Today’s Quality Managers and Manufacturing Engineers want to improve their inspection capabilities to a level which allows them to supply defect-free products, the first time and every time. 100% final inspection often becomes necessary after a manufacturer has had a reject from their customer and increased inspection is forced upon them as a corrective action. If that reject had never occurred, and the defect never got out of the supplier’s plant and into their customer’s hands, everybody would be happy and the forced final inspection process would never need to be dealt with.
The question that Quality and Manufacturing Engineers need to ask is: What level of inspection equipment is necessary in order to supply defect-free products? Mectron Engineering Company offers various inspection systems to address many different levels of product defects. Machines are available to catch specific product defects from simple mixed parts, to metallurgical issues, to a full QuAlifier® system which provides dimensional inspection in conjunction with length testing and metallurgical detection. The following explanation of Mectron’s laser gauging technology and the advantages of utilizing multiple lasers for defect detection will provide a clearer answer to the question: What level of Mectron inspection equipment do I need to reach my goals?
The Mectron Q-1500 – 2 Laser System
The Mectron Q-1500 is a patented (Nos. 5,383,021 and 5,568,263) two laser system that provides basic inspection and measurement of coordinate points in the X-Y plane on a part. The machine utilizes 2 lasers and provides 4 chords of inspection along the entire length of a part in an X-Y direction, with a gauge tolerance capability of .0004″. The Q-1500 is strictly for cross sectional measurement, and is ideal for screw machine products and other precision parts. The lasers scan 4 points over the length of the part as it passes through them down a V-track. The laser beam emitted from the laser diode in the transmitter is converged into a parallel beam by the projecting lens. The laser beam is then directed through a slit on the receiver and focused on the light-receiving element. As the part passes through the parallel laser beam, the amount of light change translates into voltage from the receiving element. This change in the interrupted area of the laser beam is translated into an analog output of 1 to 5 V. This output voltage is then utilized to monitor the change in the cross section of a part and is digitized by Mectron’s instrumentation to generate the part’s outline for inspection purposes. Figure 1 illustrates the operating principle of the laser.
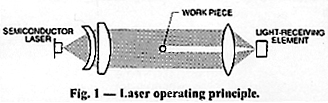 |
Fig. 1- Laser operating principle |
The measurements are taken at 4 points on the cross section over the entire length of the part, in the X and Y plane (Figure 2), and are spaced 90° apart. Aside from providing part measurements, this system provides an inspection process for detecting mixed products, oversized / undersized diameters, short and missing threads, missed operations, chip wraps, and some radial part damage. The shortcomings of a two laser system are the segments that fall in between the 4 inspection points. Figure 3 illustrates the segment and size the defect must protrude in order to encroach upon one of the inspection points provided by either of the lasers. For example, in a two laser system, a defect that falls between inspection points may need to protrude at least .051″ on a .250″ diameter part before it can be detected by either of the two lasers. A defect less than .051″ can be missed by utilizing a two laser system. This example can be applied to any other two laser or vision type system on the market for simple inspection problems.
|
|
Fig. 2 – Measurements at four points on cross section over full length in X & Y planes. |
|
 |
Fig. 3 – Segment and amount of defect protrusion to encroach on one of the inspection points of either laser. |
If your requirements call for sorting simple defects, such as mixed parts, completely missing features, measurement of oversized / undersized diameters, etc., then the Mectron Q-1500 is the ideal piece of equipment to suit your needs. However, if your customers expectations and requirements are more stringent than simply verifying part print dimensions at four points of inspection and not looking at the other segments of the part, a two laser system will not provide the degree of detection necessary to supply defect-free fasteners and precision turned products in today’s marketplace.
The Mectron Q-2000 — 6 or 8 Laser System
With so many processes turning to automated feed/assembly designs, the need for complete 360° inspection is becoming mandatory. The degree of defect acceptable decreases all the time. A nicked thread or a small chip lodged in a groove may mean the difference between a successful assembly process and a line stoppage. To get to that degree of inspection, manufacturers need the most thorough equipment available. Mectron’s Q-2000, 6 or 8 laser system (depending on part size), provides the most complete measurement capability of any inspection system on the market today. Figure 4 shows Mectron’s patented laser array which utilizes 6 lasers to provide 12 points of inspection 360° around the surface of a .250″ diameter part. With an inspection point at every 30° interval, maximum coverage of each part is attained as it passes down the V-track through the laser array. These 12 points of inspection allow you to tighten your measurement of critical dimensions and provide the ability to drive down the size of the defect which can be detected. Figure 5 shows the same .250″ diameter part with the segments provided by the 6 laser array. It is clear to see that with more points of inspection available around the product, the smaller the segments, and therefore, the smaller the defect detectable. In comparing Figure 3 (a two laser system) to Figure 5 (a six laser system) you can see where the defect must only protrude .004″ vs. .051″ above the surface of the part to be detected by one of the lasers.
 |
Fig. 4 – Six lasers provide 12 points of inspection 360° around a part. |
 |
Fig. 5 – The 0.250″ (6.4 mm) diameter part with the segment provided by the six laser array. |
To illustrate the point further, Figures 6 and 7 show Mectron’s eight laser system, and the corresponding segments which it provides on the same .250″ diameter part. By “slicing” the part into 16 points of inspection around 360°, the defect height detectable is down to a height of only .002″. The Q-2000 laser system provides you the most complete opportunity for measurement and defect detection. However, not all defective products are limited to measurement and dimensional discrepancies. Metallurgical defects also play an important role in the performance of fasteners and precision turned parts going into automated assembly processes.
 |
Fig. 6 – Eight lasers give 16 points of inspection 360° around a part. |
 |
Fig. 7 – The 0.250″ (6.4 mm) diameter part with the segment provided by the six laser array. |
The Mectron Q-4000
The Mectron Qualifier® Q-4000 inspection system provides all the laser capabilities of the Q-2000 system plus the addition of Magnetic Imagery™ for metallurgical defect detection. The Q-4000 Inspection System includes the Mectron MI-9000 Magnetic Imagery™ instrument and coil. Magnetic Imagery™ is an advanced eddy current technique which provides the most complete on-the-fly metallurgical inspection available on the market today. Mectron utilizes their unique coil to develop a magnetic profile of each part as it passes down the V-track to create the part’s signature. This full signature provides the opportunity to detect the most critical metallurgical defects such as cracks, material mixes, conductive platings and coatings, and hardness by a visual deviation in the magnetic image. Figure 8 shows a typical magnetic image generated by the MI-9000. The percentage of deviation is also displayed, and acceptable limits can be quickly defined using the computer’s touch screen programming capabilities. The advantage of Mectron’s Magnetic Imagery™ is two-fold. First, the full part signature provides the user with the capability to detect defects which an ordinary peak value eddy current device cannot detect. Second, the coil design utilized by the MI-9000 instrument is completely free of sensitivity to speed and temperature fluctuations. The combination of 360° laser and Magnetic Imagery™ inspection creates the most complete inspection system available anywhere.
Is 360° Inspection Necessary?
As has been illustrated, the advantage of 6 and 8 laser technology provides the fastener and screw machine parts manufacturer with the tools to inspect and gauge their products to a zero defect goal. The Mectron Qualifier® systems are the only systems on the market today which utilize 6 and 8 laser technology. Other systems, including the Mectron Q-1500, are capable of gauging parts at 2 or 4 points of inspection. However, the question needs to be asked — Does this limited number of points provide the level of inspection necessary to find all defects? The measurements taken exactly at the inspection points are where you always obtain the best resolution and ability to detect defects. The Mectron Qualifier® Q-2000 and Q-4000 systems, with the 12 or 16 points of inspection not only give you more of those exact measurement points, but also give you the opportunity to find the smallest of defects in the in-between segments. When maximum part coverage is attained, and the inspection is thorough enough to measure and inspect critical features, then the parts will be qualified to meet their required standards. After all, Qualify, by definition, means to reach the required standard, and therefore, all specifications provided by your customer.
 |
Fig. 8 – Magnetic image made by the MI-9000. |
 |
Fig. 9 – The Mectron Qualifier® inspection system. |